
Xceeder 900 RT
Blisk is a titanium or inconel aero engine part used in the cold section. In the past blisks was made with many single blades locked in a rotor shaft, but today the new trend is to have the blisk made in only one part.
For this purpose customers need machines tools more sophisticated and efficient to have the maximum reduction of production time. In this case the blisk milling process start from a titanium blank with diameter of 620 mm, thickness of 130 mm, 19 blades of 180mm height. The single blade thickness vary from 2 mm at the end to 4 mm at the centre.
Breton goal was to define tooling and technology to work the blisk in only one set-up cutting down the actual total working time.
The blisk is machined with Breton Xceeder 900 RT, 5 axes high speed vertical milling center with direct drive rotary tilting table with X,Y,Z stroke of 900x900x600 mm rapid axes up to 60m/min and electrospindle of 40 kW continuous power, 137Nm torque and 18000 rpm.
The toling is studied to accept different kind of blisks and with only one locking procedure the operator can clamp the piece with the right preload.
Roughing phase is obtained with two different strategies: at the first the machine open the cavities with three axes step plonging strategy and than it take away the rest material with three axes step contouring.

Figure 01: a 19-blade blisk for turbojet bypass aircraft engine

Figure 02: raw part, forged in Titanium (Ti Al6 V4)
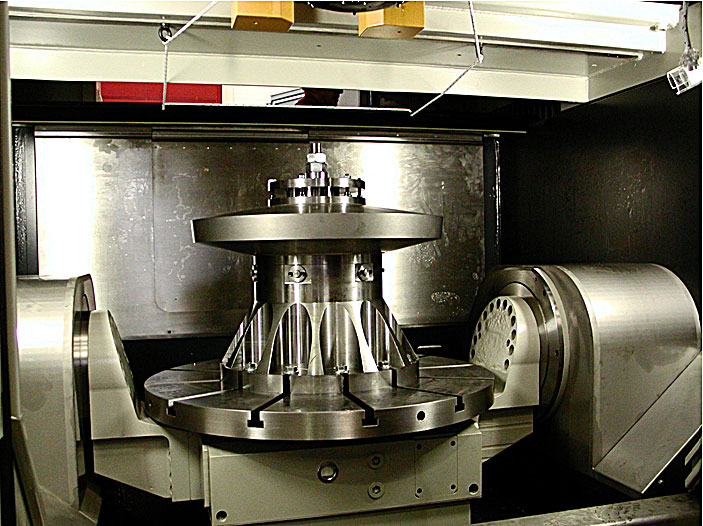
Figure 03: workpiece placement on the machine

Figure 04: workpiece rough-cutting in axial penetration

Figure 05: 1st level roughing-out in axial penetration

Figure 06: 1st level roughing-out restart in contouring

Figure 07: 2nd level roughing-out in axial penetration

Figure 08: 3rd level roughing-out in axial penetration

Figure 09 : Bottom semi-finishing

Figure 10: Reduction of the blade bottom union


Figure 12: Ball set-up PHASE before starting the mechanical probe calibration.
Semi-finishing and finishing blade and bottom phases are realized with continuous five axes strategy.
Breton for these applications has developed also a special software to measure in process blade’s dimensional and geometrical parameters and it is capable with the measuring result to adjust the final working cycle to obtain the blade in the defined tolerances.
The final result is that Breton with its machine and technology has saved the 23.8 % of the total working time.

Figure 13: view of the bottom, blade – bottom union radius machining

For more INFO click here or write to mail@breton.it
By-by
Sergio Prior







Great work! I love the way you have present this so beautifully! keep writing!
ReplyDeleteBreton vertical machine
Thanks a lot Seo Webcraft
ReplyDeleteBest regards,
Sergio Prior
Marketing Manager
Breton spa